Einlagen, Klappverpackungen sowie auch Blister werden auf Thermoformmaschinen aus thermoplastischer Folie gefertigt. Außer der erforderlichen Formfläche, unterscheidet man bei den Maschinen:
- zwischen Druckluft- und Vakuumform-Maschinen und
- in Bezug auf das Ausstanzen, zwischen Ausstanzen des geformten Teiles in der Formstation und Ausstanzen in einer separaten Stanzstation.
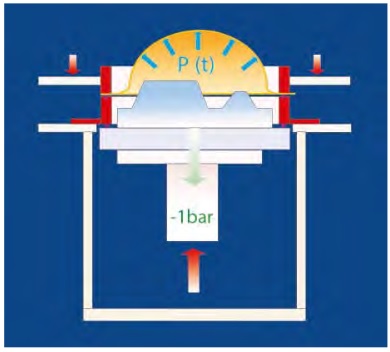
Abb. 10.6.18: Luftströme Vakuum RV 53 – die RV-Technik erlaubt eine gleichmäßige Wanddickenverteilung durch Vorblasen. Die Ausformung der Formteile erfolgt durch Vakuum. (Quelle: Eigene Darstellung)

Abb, 10.6.19: Luftströme Vakuum und Druckluft RV 53d und RV 74d – die Ausformung der Formteile erfolgt bei der RV 53d- und RV 74d-Baureihe durch Vakuum mit 3 bar Druckluftunterstützung. (Quelle: Eigene Darstellung)
Unterschied Druckluft- zu Vakuumformung
Das Ausformen eines thermogeformten Teiles mit Druckluft, meist mit zwei bis rund vier Bar, erlaubt das Umformen der thermoplastischen Folie bei einer um rund 20° C niedrigerer Temperatur. Beispiel: PET Druckluftformung bei 100-120° C, Vakuumformung bei 120-140° C. Druckluftformung hat den Vorteil der geringeren Kühlzeit. Weil die Kühlzeit die Taktzeit bestimmt, hat eine Druckluftformmaschine immer einen höheren Ausstoß als eine Vakuumformmaschine gleicher Größe.

Abb. 10.6.20: Kaffeekapsel-Werkzeug RDM 75K – ein Beispiel für Druckluft-Fertigung am Beispiel eines Werkzeuges für die Herstellung von Kaffeekapseln auf einer ILLIG-Thermoformlinie RDM 75K. Im Werkzeug sind die ausgeformten Kaffeekapseln zu sehen. (Quelle: Eigene Darstellung)
Unterschied Stanzen in oder außerhalb der Formstation
Wenn ein Teil in der Formstation geformt und noch vor dem Entformen im gleichen Werkzeug gestanzt wird, ist zwar das Form-Stanz-Werkzeug komplexer, aber die Toleranzen in Bezug auf den Stanzrand sind optimal. Sobald das Formteil entformt und in der Folienbahn hängend in eine Folgestation zum Ausstanzen transportiert wird, wirken sich die temperaturabhängigen Längenänderungen, längs und quer zur Folienbahn, negativ auf die Reproduzierbarkeit des Stanzergebnisses aus.
Stationen: Folienrollenabwicklung --> Folieneinlauf --> Infrarotheizung --> Formstation mit Vakuumformung --> Stanzstation mit Band-stahlschnitt --> Stapelstation --> Austransportband --> Aufwickeleinrichtung für das Stanzgitter

Abb. 10.6.21: Thermoformmaschine mit Vakuumformung (Quelle: Ilig)
Stationen: Folienrollenabwicklung --> Folieneinlauf --> Infrarotheizung --> Formstation mit Druckluftformung --> Stanzstation mit Bandstahl-schnitt --> (Lochstanze -->) Stapelstation --> Austransportband --> Aufwickeleinrichtung für Stanzgitter

Abb. 10.6.22: Thermoformmaschine mit Druckluftformung (Quelle: Ilig)

Abb. 10.6.23: schematische Darstellung des Thermoformens (Quelle: Ilig)
- zurück: ‹ 10.6.5 Verpackungseinlagen und Klappverpackungen
- weiter: LF 11: Qualität ›